Driver
Driver Controllor
Controllor Driver&Contr
Driver&Contr DcMotor
DcMotorRC3可编程步进电机控制器
 |
RC3可编程步进电机控制器是我厂采用新型的进口元件开发出的自动化控制设备,它可与步进电机,步进电机驱动器组成一个应用广泛的步进电机控制系统。它广泛应用于各种工业控制场合。按键采用轻触式开关按键,手感好,可靠性高,使用寿命长,面板上的按键有相对应的功能说明。
本控制器采用计算机式的编程语言,拥有输入、输出、计数、循环、条件转移、无条件转移、中断等多种指令,只需在控制器上按键选择指令和输入参数即可完成程序编程来控制电机运转和信号的输出以及被外部输入信号所控制,具有编程灵活、适应范围广等特点。
一、面板说明:
显示: 12位数码显示,显示程序名,参数值,以及各种运行状态。
红绿指示灯:显示输入、输出、方向、脉冲等的工作状态。
操作键: 多为复合键,在不同的状态下起不同的作用。
二、技术指标;
- 可控制3台步进电机(任意两台电机同时工作)
- 可编250段令(不同的工作状态)
- 9条升降速曲线供选择
- 脉冲最高输出频率可达40KHz
- 8个输入,6个输出(一个继电器--10A触点,五个晶体管---1A,可直接驱动电磁阀)
控制器总是工作在四种状态之一:自动状态、手动状态、程序编辑状态、系统参数设定状态。
上电或按后控制器处于自动待运行状态。这时可以按键启动程序自动运行。
复位后按键切换到手动状态。
复位后按键进入程序编辑状态。
复位后按住编辑键3秒以上,(显示ACC时),进入系统参数设定状态。
程序编辑、系统参数设定、手动完成后按键返回自动运行状态;在程序编辑、系统参数设定、手动状态下按停止键均返回自动待运行状态。
三、程序编辑
指令:参数选择模式: 本控制器采用选择编辑式指令、参数选择模式。即控制器自身有各种指令、数字,通过、、、和、 六键来选择、修改编辑程序。 控制器的程序区最多可以编辑180段程序,程序中的每一段有一个段号,段号为自动编号,从00开始按顺序排列,您可以在程序中插入或删除某段,但段号会自动重新分配。 注:程序的段号只能由数码管的前两位显示,当程序超过100条时,两位已显示不了,此时,在数码管的第一位后面所添加的一个小数点表示百位的1,即0.0代表100,7.9代表179(nA,nB以及其他跳转程序中所涉及的程序段号参数也是如此)。
例一:程序输入:
这里以输入 “SPEED 1000”这条指令为例。
一:在自动待运行状态下,按键
二:若控制器中已有程序,可长按删除键删除程序,若没有可跳过此步。
三:按插入键插入一条新程序
四:利用 、 两键选择需要的指令
五:按 确认此条指令,并显示此条指令的参数数值(如指令无参数则不显示)
六:修改指令的参数数值(如选取得指令无参数则此步骤跳过)
七:按确认参数后,指令已完成输入数码管显示下一条指令
八:若要输入其他指令,可重复步骤三到七,否则可按 或键退出
程序删除:程序编辑状态下,若当前程序段号在闪烁,按 键将删除该段程序,如按 键3秒以上直到出现“00 END”将清空所有程序段,程序的最后一段固定为“END”。
程序浏览:在程序编辑状态的行号闪动状态下,按、 两键浏览程序
总之,参数的设定通过、、、、、 六个按键来完成: 、 可改变程序指令和数据, 、 可移动数据左右位置,可确认选择的指令和数据, 可取消前一步操作或退回到待运行状态。
四、运行
1. 手动运行方式: 在自动待运行状态下按键将进入手动状态,前位数码管将显示为“H0”,H表示为手动状态,0表示电机号,按 或 ,电机将按不同的方向手动运行。按或,电机将按不同的方向运行设定的手动位移增量。手动运行的位移增量由参数设定状态下的HADD值决定,手动速度由HSPEEd决定。再次按下 键,可修改当前手动的电机为1号或2号电机。
2.自动运行方式:控制器上电或按 键后处于自动待运行状态,按 键或接受外部启动信号,控制器将从第00段程序开始运行,直至运行到最后一段程序END,控制器返回自动待运行状态。在程序自动运行状态下按 键,运行完该段后,程序暂停运行,再按键程序将继续运行。

在运行状态下,有三种不同的显示方式:(在停止或暂停状态下通过按同一个键
,,
进行切换)
- 计数显示方式: 控制器显示当前的计数值;
- 步数显示方式:控制器显示当前运行的步数;
- 程序显示方式:控制器显示当前所处的程序段。
注:运行时不能切换
| 序号 | 指令名称 | 指令显示形式 | 说明 |
| 0 | 选择电机号及方向指令 | HH_DIR XX |
前一位设定为当前运行的电机号码,可以设定0电机、1电机、2电机 后一位设定当前运行电机的方向,0为正向,1为反向 |
| 1 | 暂停指令 | HH_PAUSE 无参数 |
程序暂停,等待面板启动按键或端子启动信号 |
| 2 | 位移指令 | HH_G-LEN XXXX..X |
执行此指令时;控制器将按最新SPEED指令所赋值的速度、本指令所指定的位移量、参数设定中所设定的升降速曲线等,控制电机运行; 如果此指令前无SPEED语句,则以起跳频率作为默认值; 参数范围:0~ 5999.9 单位:毫米,大于等于6000.0为无限长; |
| 3 | 速度赋值指令 | HH_SPEED XXXX |
此程序以下的所有运行都将以此指令所设定的速度运行,直到下一个速度赋值指令出现为止; 参数范围:1 ~ 9999 单位:脉冲数/秒(PPS); |
| 4 | 延时指令 | HH_DELAY XXXX.X |
延时时间;参数范围:0.1 ~ 5999.9 单位:秒; |
| 5 | 无条件跳转指令 | HH__JUMP XX |
无条件跳转指令,参数XX表示要跳转的程序行号; |
| 6 | 循环指令 | HH__LOOP XX XXXXX |
从当前行到指定行执行循环;前两位为行号(要求小于当前行),后五位为循环次数(0定义为无限次)。行号超过当前行号时,系统运行将出错。 |
| 7 | 运行到某一位置 | HH__GOTO 00000 |
备用 |
| 8 | 输出指令 | HH___OUT XXXXX |
参数的前三位从左到右依次对应于接线端的 输出1~输出3;同时对应前面板的三个输出指示灯1~3。 0 ----- 对应输出端子为高电平,负载不导通,面板指示灯灭; 1 ----- 对应输出端子为低电平,负载导通,面板指示灯亮; 参数第四位为继电器输出状态,对应于接线端输出J、输出K(继电器为常开) 0-------表示继电器释放; 1-------表示继电器吸合; 参数的的最后一位,专门为控制器内部的蜂鸣器所设计: 0 ----- 执行此指令时,蜂鸣器不响 1 ----- 执行此指令时,蜂鸣器响一长声 |
| 9 | 测位跳转 | HH_J-BIT XX X X |
前两位为行号,指明所跳转的位置,第五位为输入1、2、3、4、5、A、B的其中之一;第八位为跳转条件(0或1);当所测定的输入口为所设定的状态时,跳转到指定行号,否则,顺序执行。 |
| 10 | 计数跳转 | HH_J-CNT XX XXXXX |
本指令为计数器指令,前两位为行号,指明程序所跳转的位置;后五位为设定值。当计数器计数到或大于设定数值时,则跳转到指定行号,否则顺序执行。 |
| 11 | 变量位移 | HH_GO-AB ±X |
备用 |
| 12 | 计数器加1 | HH_CNT-1 无参数 |
本指令为计数器指令,控制器内部有一计数器单元,容量为60000, 计数器的值可实时的在计数显示状态下显示;本指令对计数器进行加1操作 |
| 13 | 计数器清零 | HH_CNT-0 无参数 |
本指令为计数器指令; 本指令把计数器清零。除了本指令外,还可以通过计数器清零按键随时可以把计数器清零(在停止状态下) |
| 14 | 坐标清零 | HH_CLr 无参数 |
本指令把当前坐标位置数值清零。 |
| 15 | 两电机同时运行指令 | HH_2dJr | 两电机同时运行指令。详见完整应用流程 |
| 16 | 结束指令 | HH___END 无参数 |
程序结束行,程序运行到此指令时,表示本控制器自动运行结束,控制器返回自动待运行状态。该指令不可编辑,且总是位于程序的最后一行。 |
五、系统参数设定
这里以HSPEED参数为例,其他参数的修改方法与HSPEED相同
六、程序编辑
以输入“SPEED 1000”这条指令为例

七、编程举例
例一:
运行要求:外部给定一个信号,电机以3000频速度运行360度,两相电机,两细分
参数设定:Acc=3,dzc10=360/400=0.9000
程序清单:
00 DIR 00 ;初始方向为正
01 SPEEd 3000 ;设定运行速度
02 G-LEN 360.0 ;设定角度为360度
03 END ;程序结束
例二:
运行要求:以1KHZ速度运行100mm,再以2KHZ的速度反向运行300mm,停止。电机为两相,工作在两细分,步距角为0.9度,电机转一圈为4mm.
参数设定:Acc=1,dzc10=0.0100,dzcl1=1.0000,dzcl2=1.0000,nA=00,00,00,nb=00,00,00。
程序清单:
00 DIR 00 ;初始方向为正向
01 SPEEd 1000 ;设定运行速度
02 G-LEN 100.0 ;设定长度为100
03 DIR 01 ;设定反方向运行
04 SPEEd 2000 ;设定反向运行速度
05 G-LEN 300.0 ;设定反向长度为300
06 END ;程序结束
例三:
运行要求:在AB两占之间来回运转。A、B点各有一限位信号,从A点开始,电机每接收一信号,运转一定的位移,间断向B点移动,达到B点后自动按原规则反向A点往复运动。
设计分析:按键运行后,输出1输出,控制绕线电机启动,等待输入信号,当有信号输入时,步进电机向前运行一设定的位移,再等待信号如此循环,当遇到限位信号时反向运行,并计数加1,当计数到100时,结束运行。
假定1个脉冲为0.1毫米即电子齿轮设定为0.1,(可根据实际情况来计算出值),电机为两相,工作在两细分,步距角为0.9度。
参数设定:(进入参数设定状态)设定升降速为1,可根据需要设定,0加速性最快;dzcl0=0.1000,dzcl1=1.0000,nA=04,03,07,nb=04,10,11。
程序清单:(进入程序编辑状态录入程序,运行程序前,把控制器设定为计数显示方式)
00 CNT ;计数器清零
01 OUT 10001 ;输出1输出信号,可控制绕丝电机,同时蜂鸣器响一下
02 SPEEd 1000 ;设定运行速度
03 DIR 00 ;初始方向为正向
04 PAUSE ;等待启动信号
05 G-LEN 100.0 ;设定长度为100
06 JUMP 04 ;当电机动作完后等待继续运行
07 DIR 00 ;A操作入口, A限位开关有信号时程序跳至此处
08 CNT-1 ;计数器加1
09 J-CNT 15 100 ;当计数到100时结束程序运行,否则程序向下运行
10 JUMP 04 ;
11 DIR 01 ;B操作入口,B限位开关有信号时程序跳至此处
12 CNT-1 ;计数器加1
13 J-CNT 15 100 ;当计数到100时结束程序运行,否则程序向下运行
14 JUMP 04
15 OUT 00001 ;输出1停止输出,同时蜂鸣器响一下通知结束
16 END ;程序结束
例四:
运行要求:一台步进电机从起始点走小孔20毫米1个,然后走大孔100毫米9个,再走小孔20毫米4个,最后快速返回起始点。
程序分析:由于起始位置为坐标零点,假设步进电机走一圈为100毫米(可根据实际情况来计算此值),电机为两相,工作在两细分,步距角为0.9度,电机转一圈为400个脉冲,计算得一个脉冲长度为100毫米/400=0.25毫米。
参数设定:(进入参数设定状态)设定升降为1,可根据需要设定,0加速性最快。电子齿轮设定为dzcl 0 0.25。
程序清单:(进入程序编辑状态录入程序,运行程序前,把控制器设定为脉冲显示方式)
00 SPEEd 300 ;设定初速为300脉冲数/秒
01 DIR 00 ;选择0电机,方向为正向
02 G-LEN 20.0 ;走1个小孔
03 PAUSE ;暂停,等待按回车键或外部启动信号继续运行下一段
04 SPEEd 500 ;设定速度为500脉冲数/秒
05 G-LEN 100.0 ;走大孔
06 LOOP 03 09 ;走大孔9个
07 PAUSE ;暂停,等待按回车键或外部启动信号继续运行下一段
08 SPEED 300 ;
09 G-LEN 20.0 ;走小孔
10 LOOP 07 04 ;走小孔4个
11 PAUSE ;暂停,等待按回车键或外部启动信号继续运行下一段
12 SPEED 800 ;设定快速
13 DIR 01 ;方向为反向
14 G-LEN 1000.0;快速返回起始点
15 END ;程序结束
例五:
运行要求:定长无色标:按启动键(或收到外部启动信号1)后,步进电机快速走设定的长度700毫米后等待,再按启动键(或收到外部启动信号2)后,步进电机反向走设定的长度20毫米后等待,再按启动键(或收到外部启动信号3)后,步进电机反向走设定的长度30毫米后一个工作循环结束,蜂鸣器响一下提示结束,计数器加1,再等待接受信号循环工作1000次;
色标袋(长度700毫米左右):按启动键(或收到外部启动信号1)后,步进电机快速走设定的长度680毫米,慢速走开始检测色标,检测到色标停止,如到720毫米未检测到色标则停机报警,等待再按启动键(或收到外部启动信号2)后,步进电机反向走设定的长度20毫米后等待,再按启动键(或收到外部启动信号3)后,步进电机反向走设定的长度30毫米后一个工作循环结束,,蜂鸣器响一下提示结束,计数器加1,再等待接受信号循环工作1000次;
设计分析:假设步进电机走一圈切向长度为100毫米(可根据实际情况来计算此值),电机为两相,工作在两细分,步距角为0.9度,电机转一圈为400个脉冲,计算得一个脉冲长度为100毫米/400=0.25毫米,外接按键1.有效/无效按键(为自锁按键):此键按下后才能启动电机运行;在此键抬起状态,即使有光电信号,电机也不动作。2.色标/定长选择按键(自锁按键):按下为色标检测方式;抬起为定长方式。
参数设定:(进入参数设定状态)设定升降速为1,可根据需要设定,0加速性最快。电子齿轮设定为dzcl 0 0.25。A操作有效开始段为08,即从08程序段开始检测色标,有效结束段为10,即到第10段关闭检测色标(第10段不检测),A操作入口地址为14段,当检测到色标时程序跳到第14段运行
程序清单:(进入程序编辑状态录入程序,运行程序前,把控制器设定为计数显示方式,信号1为启动程序运行信号)
00 J-BIT 26 1 1 ;如果有效/无效按键未按下,程序结束;按下运行
01 DIR 00 ;电机为0电机,正向运行
02 SPEEd 1000 ;设定高速运行速度1000脉冲/秒
03 OUT 10000 ;输出1输出,可以启动切刀或其他部件动作
04 J-BIT 06 2 0 ;如果色标/定长按键按下为色标方式,程序转至06行执行
05 G-LEN 700.0 ;在定长方式下,电机运行700毫米
06 JUMP 14 ;跳转程序段14,等待反向运行
07 G-LEN 680.0 ;在定长方式下,电机先运行680毫米
08 SPEED 500 ;假设低速检测色标时的速度为500脉冲/秒
09 G-LEN 40.0 ;低速检测色标,在40毫米内检测到转A操作入口
10 OUT 00001 ;在40毫米内未检测到色标信号,停止输出1,短声报警
11 DELAY 1.0 ;延时1秒
12 LOOP 10 20 ;循环到程序段10,短声报警20次
13 JUMP 26 ;停止程序运行
14 PAUSE ;A操作入口,这时找到色标,电机停止,暂停等待信号2
15 DIR 01 ;电机为0电机,反向运行
16 G-LEN 30.0 ;反向运行30毫米
17 PAUSE ;暂停等待信号3
18 G-LEN 20.0 ;反向运行20毫米
19 CNT-1 ;计数器加1
20 J-CNT 23 1000 ;计数器计到1000,转至报警3次
21 OUT 10001 ;一个循环完成蜂鸣器响一下
22 JUMP 26 ;程序跳转到结束等待下一次循环
23 OUT 00001 ;报警3次
24 DELAY 1.0 ;
25 LOOP 23 3 ;
26 END ;程序结束
例六:
运行要求:0电机、1电机同时运行。0电机速度1000,长度500.0毫米;
1电机速度2000,长度600.0毫米
程序清单:
00 2DJR ;两电机同时运行指令
DIRA 01 ;选择电机0运行,方向为反
SPDA 1000 ;0电机速度为1000频
LA 500.0 ;0电机运行500毫米
DIRB 10 ;选择电机1运行,方向为正
SPDB 2000 ;3秒走540毫米则频率为540/3/0.0424=4245,考虑有升速设为4500
LB 600.0 ;电机1运行600毫米
01 END ;程序结束
例七:往复式布料机电气控制方案
设计分析:布料机CP0 ,DIR0; 输送机1 CP1,DIR1; 输送机2 CP2,DIR2;
步进电机整步为200脉冲/转,假定用20细分,即步进电机4000脉冲/转,辊周长为54*3.14=169.56毫米,则每个脉冲长度即电子齿轮为169.56/4000=0.0424毫米;
输出1控制液压电磁阀11 输出2控制液压电磁阀21
输出3控制液压电磁阀12 输出J、K(继电器)控制液压电磁阀22
程序清单:(控制器设定为计数显示方式,可显示当前运行的次数)
00 CNT-0 ; 计数器清零
01 2DJR ;两电机同时运行指令(其他指令说明见CNC说明书)
DIRA 10 ;选择输送机1运行,方向为正
SPDA 4100 ;3秒走510毫米则频率为510/3/0.0424=4009,考虑有升速设为4100
LA 510.0 ;输送机1运行510毫米
DIRB 00 ;选择送料机运行,方向为正
SPDB 4500 ;3秒走540毫米则频率为540/3/0.0424=4245,考虑有升速设为4500
LB 540.0 ;布料机运行540毫米
02 OUT 10000 ;输出1输出,控制液压电磁阀11动作
03 DELAY 1.0 ;延时1秒(可调)
04 OUT 01000 ;液压电磁阀11停止,输出2输出,控制液压电磁阀21动作
05 DELAY 1.0 ;延时1秒(可调)
06 OUT 00100 ;液压电磁阀21停止,输出3输出,控制液压电磁阀12动作
07 DELAY 1.0 ;延时1秒(可调)
08 OUT 00010 ;液压电磁阀12停止,输出J、K输出,控制液压电磁阀22动作
09 DELAY 1.0 ;延时1秒(可调)
10 OUT 00000 ;液压电磁阀22停止
11 2DJR ;两电机同时运行指令
DIRA 20 ;选择输送机2运行,方向为正
SPDA 4100 ;3秒走510毫米则频率为510/3/0.0424=4009,考虑有升速设为4100
LA 510.0 ;输送机2运行510毫米
DIRB 01 ;选择送料机运行,方向为反
SPDB 4500 ;3秒走540毫米则频率为540/3/0.0424=4245,考虑有升速设为4500
LB 540.0 ;布料机运行540毫米
12 OUT 10000 ;输出1输出,控制液压电磁阀11动作
13 DELAY 1.0 ;延时1秒(可调)
14 OUT 01000 ;液压电磁阀11停止,输出2输出,控制液压电磁阀21动作
15 DELAY 1.0 ;延时1秒(可调)
16 OUT 00100 ;液压电磁阀21停止,输出3输出,控制液压电磁阀12动作
17 DELAY 1.0 ;延时1秒(可调)
18 OUT 00010 ;液压电磁阀12停止,输出J、K输出,控制液压电磁阀22动作
19 DELAY 1.0 ;延时1秒(可调)
20 OUT 00000 ;液压电磁阀22停止
21 CNT-1 ;计数器加1
22 J-CNT 24 3500 ;计数值到3500 跳转到第24段结束
23 JUMP 01 ;不到跳转到01段继续运行
24 END ;程序结束
例八:步进电机按每秒2000个脉冲,走2000毫米,每次运行一段会输出一个信号,共运行30次。结束后输出一个信号。
程序清单:
00 CNT-0;计数清零
01 DIR 00;脱机取消
02 SPEEd 2000;速度可修改
03 G-LEN 2000.0;长度可修改
04 CNT-1 ;计数加1
05 delay 0.1;延时0.1秒
06 DIR 01 ;脱机
07 J-CNT 10 30;计数到30次,跳到第10段,不到30次时顺序执行
08 PAUSE ;暂停,等待启动信号
09 JUMP 01;跳到01段
10 out 00010;继电器输出
11 delay 0.5;延时0.5秒
12 out 00001;停止输出
13 END;
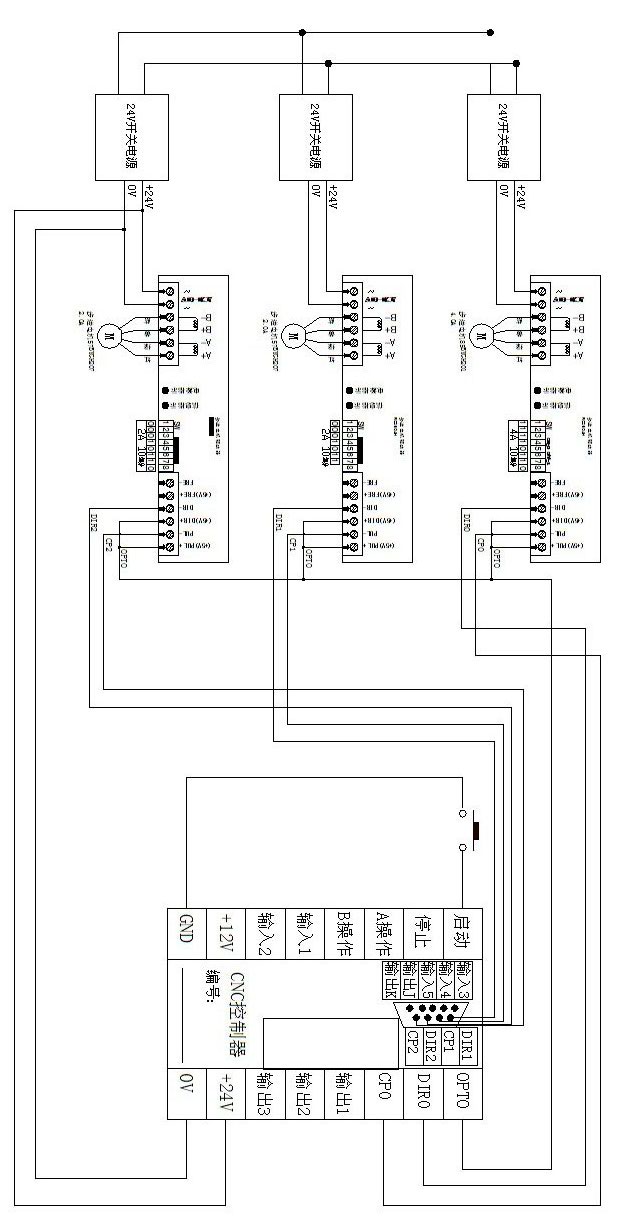
六、三个电机接线图(图示为24V电源,支持220V直接接入)
附录一:
步进电机相关参数计算:
1. 步进电机的步距角
一般两相步进电机步距角为1.8度,即在驱动器设置为 1 细分的状态下,控制器每发一个脉冲到驱动器,电机转过1.8度,这样,步进电机转过360度,一共需要200个脉冲。
驱动器的细分技术,就是将步距角分的更细,比如 2 细分状态下,步距角变为 1.8 ÷2 = 0.9度 ,控制器每发一个脉冲到驱动器,电机转过0.9度,这样,步进电机转过360度,一共需要(200× 2)= 400个脉冲。
对应于4细分状态,步距角为1.8÷4 = 0.45度,电机转一圈需要800个脉冲,其他细分依次类推,即 步距角 = 1.8 ÷ 细分数 (度)
2. 步进电机的速度
步进电机的速度与控制器给到驱动器的脉冲频率相关。对应于上面描述的2细分状态下,电机转一圈需要400个脉冲,这时,如果控制器给到驱动器的脉冲频率为400Hz,则电机的速度为:400÷400 = 1(圈/秒) ,电机转过这一圈只需要1秒
如果控制器的脉冲频率为800Hz,则电机速度为 800÷400 = 2 (圈/秒)
所以,电机的速度计算公式为:
V = 脉冲频率÷(细分数× 200)(圈/秒)
3. 电子齿轮的计算
角位移换算:
电子齿轮 = 步距角(整步)÷(机械减速比×驱动器细分数)
此时所有设定值均为角度单位(度)。
线位移换算:
电子齿轮 = (步距角(整步)×D(负载轴轮直径))÷(360×机械减速比×驱动器细分数)
每转步数=细分数×200,0.9度为2细分,每转400步;
(步距角为0.9度/1.8度的电机)此时所有设定值均为长度单位(毫米)。
完整的应用流程:
用RC3控制两台步进电机,0号和1号,按下启动键后,0号步进电机慢速转过360度,接着1号电机慢速转过720度,等到按下外部按键输入1,两个电机同时快速返回原来的位置,接着输出1输出一信号带动外部12V继电器工作,两秒后断开。
程序清单:00 DIR 00 选择0号电机正向
01 SPEED 200 到0号电机的脉冲频率为200HZ
02 G-LEN 360.0 0号电机转过360度
03 DIR 10 选择1号电机正向
04 SPEED 400 到1号电机的脉冲频率为400HZ
05 G-LEN 720.0 1号电机转过720.0度
06 J-BIT 08 1 0 检测输入1,有信号跳转08行,没有顺序执行
07 JUMP 06 无条件跳转到06行
08 2DJR 选择两个电机同时运行
DIRA 01 A电机为0号电机,反向
SPDA 600 到A电机脉冲频率为600HZ
LA 360.0 A电机转过360度
DIRB 11 B电机为1号电机,反向
SPDB 800 到B电机脉冲频率为800HZ
LB 720.0 B电机转过720度
09 OUT 1 0 0 0 0 输出1输出
10 DELAY 2.0 延时2秒
11 OUT 0 0 0 0 0 输出1关断
12 END